برش لیزری فلزات چیست
دستگاه لیزر فایبر برش فلزات
از لیزر برای اهداف زیادی استفاده می شود، یکی از روش های استفاده آنها برای برش صفحات فلزی است. فناوری امروزه فرآیندهای پیچیده فلزکاری را اعم از برش، جوشکاری یا سایر عملیات را امکان پذیر می کند. یکی از مدرن ترین روش های پردازش و به عبارت دیگر روش های برش فلز، برش لیزری فلزات است. دستگاه لیزر فایبر برش فلزات یکی از بهترین روش ها برای حکاکی روی فلزات، برنج، استیل و غیره است. لیزر یک نوسان ساز نور است که امکان تمرکز بر نقطه ای به قطر بسیار کوچک (کوچکتر از 1 میلی متر) را فراهم می کند. برش لیزری به تنهایی فرآیند برش مواد حرارتی است، که در آن منبع لیزر یک پرتو لیزر ایجاد می کند که توسط یک آینه در سر برش دستگاه انجام می شود و بر نقطه ای بسیار کوچک متمرکز می شود.در واقع روی ورق های فولادی، فولاد ضد زنگ و آلومینیوم، فرآیند برش لیزری بسیار دقیق انجام می شود. در این روش کیفیت برش زیاد است و دارای پهنای روکش بسیار کوچک است در نتیجه برش اشکال بسیار پیچیده و سوراخ های کوچک را امکان پذیر می کند.
ماشین سازی سپهر که تولیدکننده دستگاه لیزر است، درباره برش لیزر فلزات اطلاعات بیشتری خدمت شما عزیزان ارائه می دهد.
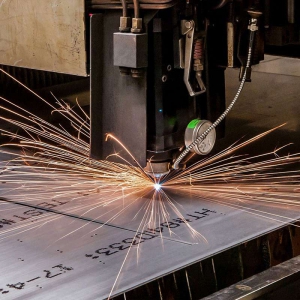
برش لیزری فلزات
برش فلز لیزری را می توان با موارد زیر انجام داد:
1- لیزرهای CO2: هنگام حفاری، برش، علامت گذاری، حکاکی استفاده می شود.
2- لیزرهای Nd: بیشتر برای حفاری استفاده می شود، این نوع لیزر با تکانه های انرژی بالا و سرعت کم مشخص می شوند.
3- لیزرهای Nd – YAG: برای حفاری، حکاکی استفاده می شود، این نوع لیزر از تکانه های انرژی بالا استفاده می کنند.
برش لیزری یک فرایند حرارتی است که با گرم کردن و تمرکز پرتو لیزر در ترکیب با گاز (فعال یا بی اثر) شروع می شود. پرتو لیزر، فلز مورد برش را ذوب می کند. برش لیزری با حفاری سوراخ روی فلز آغاز می شود و بسته به ضخامت فلز، سوراخکاری تا 15 ثانیه طول می کشد. پرتو لیزری که در حین برش لیزر اعمال می شود موازی با ضخامت 1.5 تا 12.5 میلی متر است.
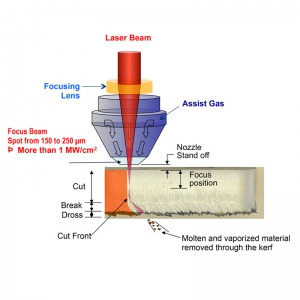
برش لیزری فلزات چگونه کار می کند؟
پرتو لیزر ستونی از نور با شدت بسیار بالا است. در مورد لیزر معمولی CO2، این طول موج در قسمت مادون قرمز طیف نور قرار دارد، بنابراین برای چشم انسان نامرئی است. از آنجا که تشدید کننده لیزر که پرتو را ایجاد می کنند از مسیر پرتو دستگاه عبور می کنند، قطر این پرتو فقط 3/4 اینچ است. ممکن است قبل از اینکه لیزر روی صفحه متمرکز شود، توسط چندین آینه یا خم تیرها در جهات مختلف برش داده شود. پرتو لیزری متمرکز شده درست قبل از برخورد با صفحه از سوراخ عبور می کند، به دنبال آن گاز فشرده مانند اکسیژن و نیتروژن از این سوراخ ها آزاد می شود. تمرکز بر پرتو لیزر را می توان با یک لنز مخصوص یا با یک آینه خمیده انجام داد و این امر در سر برش لیزر صورت می گیرد. پرتو باید دقیقا متمرکز باشد تا شکل نقطه و چگالی انرژی در آن نقطه کاملا گرد و یکنواخت باشد. با تمرکز پرتو بزرگ به یک نقطه، چگالی گرما در آن نقطه بسیار زیاد می شود.
چگالی توان بالا منجر به گرم شدن سریع، ذوب شدن و بخار شدن جزئی یا کامل مواد می شود. هنگام برش فولاد ملایم، گرمای پرتو لیزر برای شروع یک فرآیند سوختن معمولی (سوخت اکسی) کافی است و گاز برش لیزر اکسیژن خالص خواهد بود. هنگام برش فولاد ضد زنگ یا آلومینیوم، پرتو لیزر به سادگی مواد را ذوب می کند و از نیتروژن با فشار بالا برای بیرون کشیدن فلزات مذاب از روکش استفاده می شود. در دستگاه برش لیزری CNC، سر برش لیزری به قسمت مورد نظر بر روی صفحه فلزی منتقل می شود، درنتیجه قطعه را از صفحه جدا می کند. یک سیستم کنترل ارتفاع خازنی فاصله بسیار دقیقی بین انتهای لیزر و صفحه ای که در حال برش است، حفظ می کند. این فاصله مهم است، زیرا تعیین کننده نقطه کانونی در صفحه است. کیفیت برش را می توان با بالا بردن یا پایین آوردن نقطه کانونی از بالای سطح صفحه، در سطح یا زیر سطح تحت تاثیر قرار داد. بسیاری از پارامترهای دیگر نیز بر کیفیت برش تأثیر می گذارد، اما وقتی همه آنها به درستی کنترل شوند، برش لیزری یک فرایند برش پایدار، قابل اعتماد و بسیار دقیق است.
مزایای برش لیزر
به دلیل دقت بالا، برش لیزری در بسیاری از شاخه های صنعت مانند متالورژی، الکترونیک، کشتی سازی و غیره مورد استفاده قرار گرفته است. برش فلز لیزری مزایای بسیاری دارد، که برخی از آنها به شرح زیر است :
- سرعت بالا
- دقت، درستی
- انعطاف پذیری
- برش با کیفیت بالا
- حرارت کم روی فلز
- تغییر شکل کوچک فلز
- مقرون به صرفه بودن

برای نوشتن دیدگاه باید وارد بشوید.